Лазерная резка материалла
Преимущества лазерного раскроя:
- высокая точность реза;
- высокая скорость раскроя металлов толщиной до 20 мм;
- отсутствует механическое воздействие на металл;
- возможность выполнения самых сложных и фигурных резов;
- малая зона термического влияния;
- отсутствие поводок и короблений деталей;
- отсутствие потребности в финишных операциях;
- энергосбережение, минимизация отходов;
- относительно невысокая стоимость работ.
Лазерные комплексы раскроя с ЧПУ компании НПП Технолазер:
Технические характеристики:
Лазерная резка компании осуществляется на высокоточном волоконном лазере мощностью 2,0 КВт и СО2-лазере ТЛ - 1,3 мощностью 1,3 КВт которые имеют максимальное отклонение перемещения до 0,1мм на 1 метр длины. Высокая точность перемещения позволяет резать детали практически любой сложности и точности.
Максимальные размеры детали - 1500 х 3000 мм.
Базовые технологии компании НПП Технолазер:

Лазерно-кислородная резка
Режущим газом при лазерном раскрое является кислород. Используем при резке больших толщин тугоплавких металлов. Такая лазерная технология предполагает взаимодействие кислорода с раскаленным металлом, приводящее к экзотермической реакции окисления. Так в случае железа, выделившегося тепла обычно в 3-5 раз больше, чем подводимой мощности лазера. Образующиеся окислы выдуваются этой же струей кислорода.
Эта лазерная технология имеет следующие характерные особенности:
- диаметр сфокусированного луча меньше, чем диаметр кислородной струи. Диаметр струи обычно 1-2 мм;
- ширина реза определяется диаметром сфокусированного луча и скоростью реза. Чем меньше толщина листа и чем выше скорость обработки, тем уже рез. Ширина реза может быть меньше 100 мкм;
- давление в струе от 3-4 атм при резке тонкого листа до 0.3 атм при резке листа, толщиной 30 мм, причем оно тем меньше, чем больше толщина разрезаемого металла;
- как правило, осуществляется расширяющимся лучом, т.е. точка фокуса расположена выше поверхности металла;
- зазор между срезом сопла, формирующим струю, составляет от 0,5 мм для тонкого листа и до 3 мм для листа толщиной 30 мм;
- чем толще металл, тем меньше скорость реза.
Минимальная скорость реза 0,5-0,6 м/мин. Именно этот факт определяет максимальную толщину разрезаемого стального листа. В настоящее время такая лазерная технология обеспечивает 30 мм при мощности лазера – 6 кВт. При скорости резания меньше, чем 0.5 м/мин качество оказываемой услуги (лазерной резки) значительно падает. На поверхности реза появляются характерные дефекты – вырывы, ширина реза возрастает, процесс переходит в автогенный.

Лазерная резка в инертном газе
Эта лазерная технология применяется в тех случаях, когда нежелательно окисление кромок металла, например при оказании услуги – лазерная резка нержавеющей стали, алюминиевых сплавов и титана. Эффективность лазерной резки в инертном газе ниже, чем при лазерно-кислородной резке за счет отсутствия дополнительного источника нагрева.
Характерные особенности технологии:
- используется азот (при резке титана - аргон) - наиболее распространенного инертного режущего газа;
- давление режущего газа большое - выше 10 атм, поэтому используем фокусирующие линзы повышенной толщины;
- формируется сверхзвуковая струя режущего газа, выдувающая капли расплавленного металла из зоны реза;
- излучение фокусируем на нижнюю поверхность листа;
- обеспечивается минимальное расстояние между срезом сопла и поверхностью металла: 0,5-1 мм;
- при раскрое толстого металла - диаметр сопла достаточно большой, доходит до 3 мм, поэтому расход инертного газа большой и он часто определяет стоимость резки;
- скорость резки в инертном газе относительно низка.
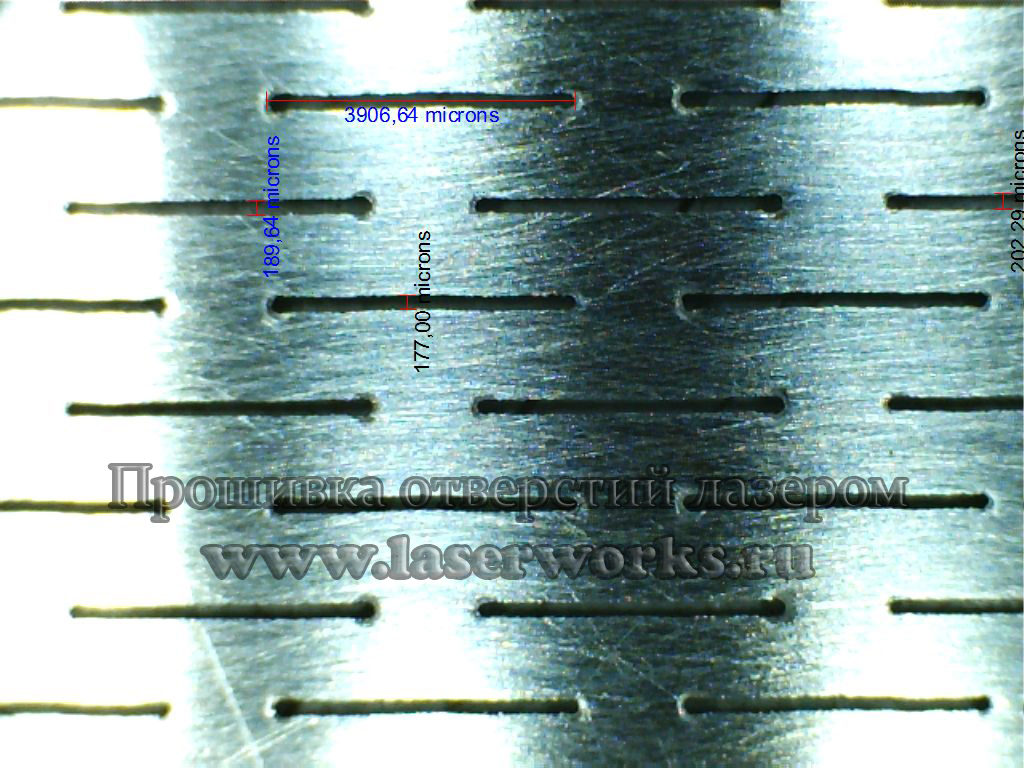
Лазерная перфорация металла
Технология лазерной резки, разработанная специально для изготовления фильтрующих элементов. Фильтрующий элемент изготавливается из сплошного листа металла. Лазерный станок в данном случае работает как лазерный перфоратор, пробивая множество отверстий за доли секунды. При этом операция пробивки металла проходит при высокой скорости перемещения режущей головки. В результате такой лазерной перфорации получаются ячейки размерами 0,1-0,2 мм в ширину и в длину задаваемой скоростью перемещения головки.
Область применения: фильтрующие элементы. Такие фильтрующие элементы в отличии от сетчатых фильтров, производимые в массовом порядке, характеризуются тем что могут выдерживать большие перепады давления (газов, жидкостей или вещества) и не имеют тенденции к вытягиванию ячеек.
Для некоторых применений (просеивание и сушка) нужны сетчатые структуры, выдерживающие вес сырья и имеющие плоскую лицевую поверхность.
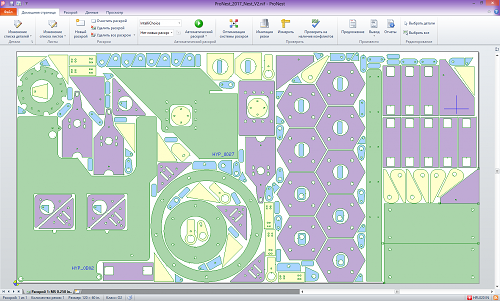
Лазерный раскрой в программе ProNest
Программы автоматической раскроя листового металла. ProNest — это лидирующее в отрасли программное обеспечение САПР/АСТПП для раскроя, которое позволяет выполнить продвинутую механизированную резку. Это ПО служит единым решением для всех потребностей профильной резки, включая плазменную, лазерную, водоструйную и кислородную резку.
Преимущества:
- оптимальный раскрой гарантирует минимальные потери листа и экономия материала;
- позволяет выполнять совмещенный рез, что экономит время работы станка и ускоряет время выполнения Заказов;
- настройка готовых шаблонов для раскроя;
- повышается качество резки.
Лазерная резка листовых материаллов на комплексах лазерной резки с ЧПУ:

Лазерный раскрой ЛЕГИРОВАННЫХ СТАЛЕЙ:
режем любые легированные стали (типа 09Г2С, 65Г, 30ХГСА, У9 и др.), жаропрочные стали, броню. Скорость лазерной резки выбирается в зависимости от объема содержания в сплаве легирующих элементов. Чем их меньше, тем легче режутся заготовки. Если же количество легирующих элементов относительно велико, вязкость металла повышается, что дает интенсивный процесс окисления металла на срезе.
Инструментальные стали с высоким содержанием вольфрама и горячекатаные штамповые стали образуют эрозию и липкий шлак во время лазерной резки. Для не допущения образования мартенсита, наши специалисты подбирают параметры резки выбираем так, что слой закаленной стали по кромке заготовки будет иметь чистый рез. В сложных случаях используем кислород как вспомогательный газ.
- толщина раскроя до 16 мм
Лазерный раскрой НЕРЖАВЕЮЩИХ СТАЛЕЙ:
лазерный раскрой низкоуглеродистой стали не составляет проблем, имеет очень небольшую зону термического воздействия, рез имеет хорошую вертикальность и ширину до 0,1 мм. и производится на максимальной скорости до 10 метров/минуту. Для высокоуглеродистой стали существует высокий риск образования на срезе слоя оксида хрома.
Решением проблемы является замена кислорода на инертный газ, например высокочистый азото, который не вступает в реакцию с металлом и исключает процесс его окисления. Эффективность лазерной резки в инертном газе ниже, чем при лазерно-кислородной резке за счет отсутствия дополнительного источника нагрева. Для эффективной резки высокоуглеродистой стали так же используем кислород, если требование к поверхности реза не критично.
- толщина раскроя до 8 мм
Лазерный раскрой ОЦИНКОВАННОЙ СТАЛИ:
лазерная резка — единственный эффективный процесс раскроя оцинкованной стали, без повреждения защитного цинкового слоя. Поскольку коэффициент лазерного отражения у оцинкованного металла выше, необходимо использовать более мощный луч. А чтобы готовый край детали не деформировался, обработка происходит в азотной среде (не менее 99,5% чистоты).
Наши наработанные годами технологии позволяют проводить резку оцинкованных листов в результате чего заказчики получают детали необходимого качества — с ровными, не окисленными краями, нужных размеров. Стоимость лазерной резки оцинкованной стали формируется с учетом энергозатрат и количеством расходуемого азота. С увеличением толщины листа эти показатели увеличиваются и стоимость, соответственно, возрастает. Примерная скорость раскроя - до 10 метров в минуту.
- толщина раскроя до 4 мм
Лазерный раскрой АЛЮМИНИЯ:
раскрой алюминия, дюрали, алюминиевых сплавов - более сложный процесс, чем резка стали. Это обусловлено тем, что металл имеет высокую теплопроводность при высоком коэффициенте отражения лазерного излучения. Резка требует программирования особых режимов, при этом ее скорость не может быть слишком высокой - иначе пострадает качество работ (образуется трудно удаляемый грат). Для его устанения используем резку в инертном газе.
Металл отличается наличием многочисленных шероховатостей, грата на поверхности реза. Для него характерно появление множественных микротрещин при длительном интенсивном воздействии, что снижает прочность заготовок и вызывает их преждевременное разрушение. При этом попытка удалить поврежденный слой может стать причиной уменьшения геометрических размеров детали и становится причиной увеличения себестоимости раскроя. Грат не появляется лишь при раскраивании листов не толще 2 мм, при относительно высоком газовом давлении инертного газа (от 10 бар). Однако технологические возможности нашего оборудования и квалификация специалистов позволяют на самом высоком качественном уровне осуществлять лазерную резку алюминиевых материалов толщиной до 6 мм. Качественная резка из алюминия гарантируется при толщине листа до 4 мм. Резка алюминия относится к плавильной резке. Вспомогательный газ используется для удаления расплавленного материала в зоне резки, что позволяет получить более высокое качество резки.
- толщина раскроя до 6 мм
Лазерный раскрой ЛАТУНИ:
раскрой латуни и меди проводим при повышенных мощностях, так как данные металлы обладают высоким показателем теплопроводности. Их сложнее резать с помощью лазера из-за низкого коэффициента поглощения излучения. Резка в основном происходит оптоволоконным лазером. Газовый менее эффективен, из за иной длинны волны.
При толщине латуни менее 1 мм, азот является лучшим вспомогательным газом для резки. Когда толщина превышает 2 мм, используем кислород. Пористость и шероховатость кромки легко удаляется с обратной стороны заготовки. Для получения оптимальных характеристик реза лазерную резку латуни проводим с минимальной скоростью. Благодаря разработанным технологиям, лазерная резка алюминия, латуни производится на нашем предприятии с высокой точностью.
Мы работаем на рынке с 1991 года и за это время мы приобрели большой опыт. Большие толщины цветных металлов раскраиваются гидроабразивным способом.
- толщина раскроя до 8 мм
Лазерный раскрой ТИТАНА:
лазерный раскрой титана мы проводим с инертными газами - гелием и аргоном. Они не вступают в реакцию с металлом, что исключает появление на срезе целого ряда дефектов. Аргон считается более предпочтительным благодаря низкой себестоимости, однако его применение может вызвать снижение прочности титанового сплава с последующим снижением уровня прочности всей заготовки.
Избежать подобных проблем позволяет использование газовой смеси из аргона и гелия в соотношении, зависящих от толщины и скорости реза. Технологические режимы, выработанные в нашей компании, позволяют производить раскрой титановых листов без образования грата не только на прямолинейных участках но и при вырезке отверстий и технологических перемычеках. Скорость лазерной резки не высока — 400 мм/мин.
- толщина раскроя до 8 мм
Лазерный раскрой ПАРОНИТА:
производим раскрой листового паронита для трубопроводной арматуры нефтяной и химической промышленности. Наличие в компании газовых лазеров на СО2 с более подходящей длинной волны, позволяет эффективно кроить листовой пластик различной толщины и другие композитные материалы.
Минимальная толщина реза составляет 0,1-0,3 мм. Практически безотходное производство, точность операций и возможность создания сложных контуров - преимущества лазерной резки на СО2 деталей из пластика.
- толщина раскроя до 30 мм
Лазерный раскрой ОРГСТЕКЛА:
производим лазерную резка оргстекла, ПЭТа, полипропилена, полистирола, плексигласа, поликарбоната и иных армирующих волокнистые полимеров и органические материалы. Сохраняется абсолютная целостность даже самых ломких поверхностей.
После лазерной резки оргстекла и других полимеров края заготовки остаются ровными и глянцевыми. Иногда требуется минимальная шлифовка/полировка. Нет риска случайных деформаций. Детали склеиваются сразу после разрезания. Высокая скорость работы. Мощность луча обеспечивает КПД, в разы превосходящий все существующие способы раскроя полимеров. Изготовление многослойных заготовок и изделий небольшого размера.
- толщина раскроя до 30 мм
ОФОРМЛЕНИЕ ЗАКАЗА
Сроки и Стоимость Заказа:
В ООО "НПП "ТехноЛазер" стоимость лазерной резки зависит:
- от типа и толщины материала;
- от марки металла и количества врезок;
- от длины реза и числа контуров;
- от объема и срочности заказа.
- при большом объеме Заказа предоставляется скидка.
- по желанию Заказчика лазерная резка деталей может быть произведена из нашего металла.
- обеспечивается доставка готовых изделий на склад Заказчика.
- мы дорожим своими клиентами, поэтому производим раскрой по доступным ценам.
- срок исполнения заказов на лазерную резку от 3 до 12 дней.
Точную стоимость заказа рассчитают наши специалисты.
Форма обратной связи:
Напишите нам:
Правила подготовки файлов для лазерной резки:
Основой для резки является чертеж детали в электронном виде AutoCAD или КОМПАС в формате *.dwg и (или) *dxf. При создании чертежей деталей (AutoCAD ) необходимо учитывать следующие пожелания (следование этим правилам ускорит обработку вашего заказа):
- одна деталь - один файл;
- масштаб детали должен быть 1:1;
- профиль должен быть разомнкутым;
- контуры должны быть образованы только следующими графическими примитивами: LINE, CIRCLE, ARC (кроме ELLIPSE и SPLINE);
- контур детали не должен содержать точек и наложенных друг на друга примитивов (линий, отрезков, дуг и т.п.);
- заготовка материала для детали должна быть на 10 мм больше внешнего контура детали.
В заказе надо указать название детали, соответствующего ей файла и количество деталей. Заказ на услугу лазерная резка» с приложенными чертежами деталей отправьте по электронной почте (
Примеры изделий НПП Технолазер сделаных при помощи лазерной резки
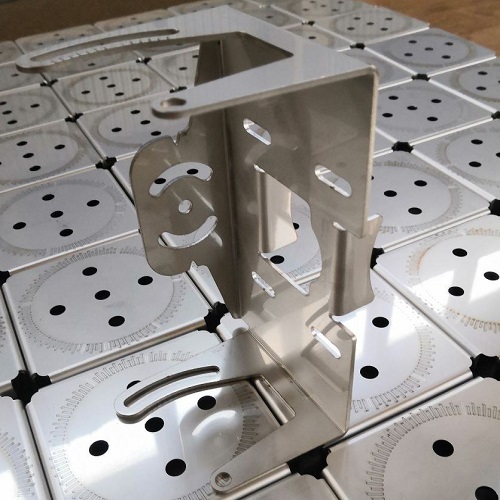
Угловой держатель
Нержавеющая сталь 2 мм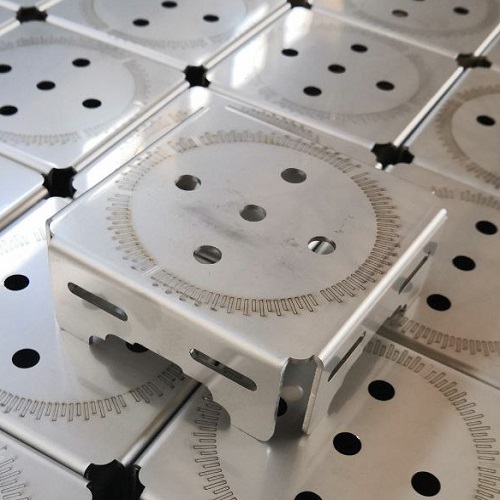
Опора
Нержавеющая сталь 3 мм
Флюгер
Сталь черная 1 мм
Лавка
Сталь черная 4 мм
Держатель
Сталь черная 2 мм
Мангал
Нержавеющая сталь 3 мм
Мангал с крышей
Сталь черная 3 мм
Орел
Алюминий 6 мм
Поилка
Нержавеющая сталь 3 мм